
10年专注高端精密零部件
生产制造厂家

13396604031
u9彩票电 话:13396604031
u9彩票电 话:18957812829
传 真:0574-88074870
邮 箱:swm@yongshock.com
邮 箱:manager@yongshock.com
地 址:宁波市鄞州区云龙镇工业园区云振路455号
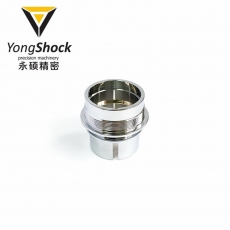
型号 | 材质 | 表面工艺 | 公差 | 尺寸规格 | 是否加工定制 | 产品特点 | 起订量 | 价格(尽量设3档) |
SDLL009 | 6061-T6 | 铝镀铬 | 0.1 | ∅46*42 | 是 | 车铣复合机铣槽加工,铝镀铬耐盐酸96小时 | 10000 | 8.50 |





电话:13396604031(沈经理)
传真:0574-88074870
邮 箱:sales@yongshock.com
u9彩票地 址:宁波市鄞州区云龙镇云振路455号

扫一扫关注我们






