
10年专注高端精密零部件
生产制造厂家

u9彩票13396604031
u9彩票电 话:13396604031
u9彩票电 话:18957812829
u9彩票传 真:0574-88074870
u9彩票邮 箱:swm@yongshock.com
邮 箱:manager@yongshock.com
地 址:宁波市鄞州区云龙镇工业园区云振路455号
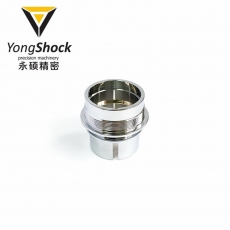
型号 | 材质 | 表面工艺 | 公差 | 尺寸规格 | 是否加工定制 | 产品特点 | 起订量 | 价格(尽量设3档) |
SDLL009 | 6061-T6 | 铝镀铬 | 0.1 | ∅46*42 | 是 | 车铣复合机铣槽加工,铝镀铬耐盐酸96小时 | 10000 | 8.50 |




CNC加工在钻削整个过程中,数控刀片图形基本参数的不一样构成造成不一样的钻削样子。马上伤害钻削整个过程的稳定性和使用性能。理想状况下,采用弧型刃金刚石刀片进行切削生产加工软金属复合材料时,在商品产品工件生产加工表面造成轮廊峰和轮廊谷,她们正中间的间隔,称之为基础知识外表粗糙度,其规格等同于f2/8R(f为切削用量,R为数控刀片弧型半径)。那么CNC加工夹装数控刀片数控铣加工报价时有哪些务必注意的?下面来让我们一起去把握下:
1、数控刀片要夹装坚固,不可以于筒夹中过短。
2、每一次索刀前都应检查CNC加工刀头是否符合要求,进口数控加工u9彩票索刀长度都应根据操作程序单标识之生产加工深层确立,一般应略擅于生产加工深层值3mm然后充分考虑筒夹是否碰撞。
3、遇到生产加工深层很深的情况可以与程序流程撰写师互动交流,酌情处理采用2次索刀的方式,即先索得一半至2/3的长度,待生产加工到较深部位时再索得长些,那般可提高生产加工效率高。
u9彩票4、运用增加索咀时,特别是在应把握下刀深层、必须 刀长等数据信息。
u9彩票5、CNC加工刀头安装实际操作前,其光滑度互相配合部位,应用清理巾抹干净整洁,加工中心刀套的相对性部位亦一样清除,避免 互相配合各有铁销伤害精度及损坏加工中心。

电话:13396604031(沈经理)
传真:0574-88074870
邮 箱:sales@yongshock.com
地 址:宁波市鄞州区云龙镇云振路455号

扫一扫关注我们






