
10年专注高端精密零部件
生产制造厂家

u9彩票13396604031
u9彩票电 话:13396604031
u9彩票电 话:18957812829
传 真:0574-88074870
邮 箱:swm@yongshock.com
u9彩票邮 箱:manager@yongshock.com
地 址:宁波市鄞州区云龙镇工业园区云振路455号

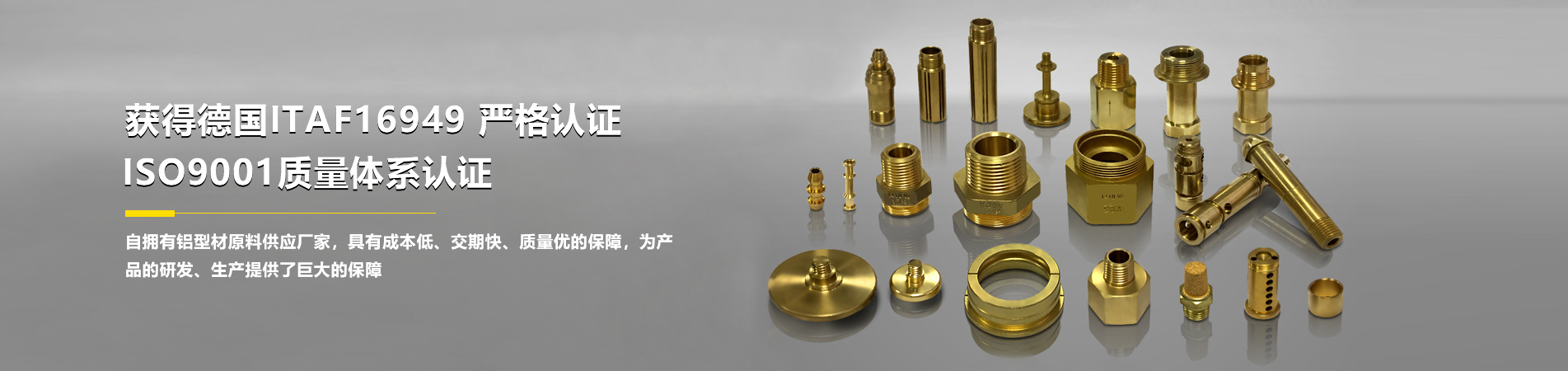
材质 | 表面工艺 | 公差 | 尺寸规格 | 是否加工定制 | 产品特点 | 起订量 | 价格 |
HPB59-1 | 铜镀铬 | 0.1 | ∅45*40 | 是 | 铜棒红冲,四方和六角不加工,节省材料与加工时间,车铣复合加工边槽,表面铜镀铬耐盐雾48H | 10000 | 17.00 |




一、数控车床加工可重复性建成投产的零件,应用数控磨床的工艺流程提前准备工时占据较高的占比。例如加工工艺剖析提前准备、程序编制、零件首样调节刀具半径补偿等,这种综合性工时的总数通常是零件散件加工工时的几十倍到上千倍,可是这一些数控车床工作中的內容(如专用型普通车床工工装夹具、工艺文件、程序流程等)都可以保存多次重复使用,因此 一种零件在数控磨床上试制成功再反复开展建成投产时,生产周期会极大地降低,耗费也相对性较少,可以获得更强的经济收益。
二、数控中心加工u9彩票零件的加工批量理应超过经普通车床济批量中心小批量零件时,由于各式各样的要素,纯钻削時间只占具体工时的10%—30%。在切削加工管理中心这一类多工艺流程集中化的数控磨床上加工的情况下,这一占比有可能会升高到70%~80%,但提前准备调节工时又必须耗费很多的時间,因此 零件批量太钟头便会越来越不经济发展。

u9彩票电话:13396604031(沈经理)
u9彩票传真:0574-88074870
邮 箱:sales@yongshock.com
u9彩票地 址:宁波市鄞州区云龙镇云振路455号

扫一扫关注我们






